
Según la Directiva RoHS de la UE (Acta Directiva del Parlamento Europeo y del Consejo de la Unión Europea sobre la restricción del uso de determinadas sustancias peligrosas en aparatos eléctricos y electrónicos), la directiva exige la prohibición en el mercado de la UE de vender productos electrónicos y Los equipos eléctricos que contienen seis sustancias peligrosas, como el plomo, como un proceso de “fabricación ecológica” sin plomo que se ha convertido en una tendencia de desarrollo irreversible desde el 1 de julio de 2006.
Han pasado más de dos años desde que comenzó el proceso sin plomo desde la etapa de preparación.Muchos fabricantes de productos electrónicos en China han acumulado una experiencia valiosa en la transición activa de la soldadura sin plomo a la soldadura sin plomo.Ahora que el proceso sin plomo está cada vez más maduro, el enfoque de trabajo de la mayoría de los fabricantes ha cambiado de simplemente poder implementar una producción sin plomo a cómo mejorar integralmente el nivel de soldadura sin plomo desde varios aspectos, como el equipo. , materiales, calidad, proceso y consumo energético..
El proceso de soldadura por reflujo sin plomo es el proceso de soldadura más importante en la tecnología actual de montaje en superficie.Se ha utilizado ampliamente en muchas industrias, incluidas la de teléfonos móviles, computadoras, electrónica automotriz, circuitos de control y comunicaciones.Cada vez más dispositivos electrónicos originales se convierten de orificio pasante a montaje en superficie, y la soldadura por reflujo reemplaza a la soldadura por ola en un rango considerable es una tendencia obvia en la industria de la soldadura.
Entonces, ¿qué papel desempeñarán los equipos de soldadura por reflujo en el cada vez más maduro proceso SMT sin plomo?Veámoslo desde la perspectiva de toda la línea de montaje en superficie SMT:
Toda la línea de montaje superficial SMT generalmente consta de tres partes: impresora de pantalla, máquina de colocación y horno de reflujo.En el caso de las máquinas de colocación, en comparación con las que no contienen plomo, no existen nuevos requisitos para el equipo en sí;Para la máquina de serigrafía, debido a la ligera diferencia en las propiedades físicas de la soldadura en pasta sin plomo y con plomo, se presentan algunos requisitos de mejora para el equipo en sí, pero no hay cambios cualitativos;El desafío de la presión sin plomo reside precisamente en el horno de reflujo.
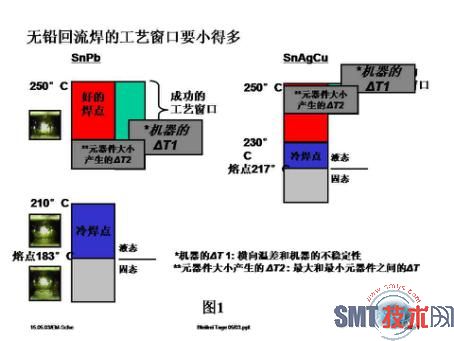
Como todos saben, el punto de fusión de la pasta de soldadura con plomo (Sn63Pb37) es de 183 grados.Si desea formar una buena unión de soldadura, debe tener un espesor de 0,5 a 3,5 um de compuestos intermetálicos durante la soldadura.La temperatura de formación de los compuestos intermetálicos es de 10 a 15 grados por encima del punto de fusión, que es de 195 a 200 para la soldadura con plomo.grado.La temperatura máxima de los componentes electrónicos originales en la placa de circuito es generalmente de 240 grados.Por lo tanto, para soldadura con plomo, la ventana ideal del proceso de soldadura es de 195 a 240 grados.
La soldadura sin plomo ha traído grandes cambios al proceso de soldadura porque el punto de fusión de la pasta de soldadura sin plomo ha cambiado.La soldadura en pasta sin plomo que se utiliza actualmente es Sn96Ag0.5Cu3.5 con un punto de fusión de 217-221 grados.Una buena soldadura sin plomo también debe formar compuestos intermetálicos con un espesor de 0,5 a 3,5 um.La temperatura de formación de los compuestos intermetálicos también está entre 10 y 15 grados por encima del punto de fusión, que es de 230 a 235 grados para la soldadura sin plomo.Dado que la temperatura máxima de los dispositivos electrónicos originales de soldadura sin plomo no cambia, la ventana ideal del proceso de soldadura para soldadura sin plomo es de 230 a 240 grados.
La drástica reducción de la ventana del proceso ha traído grandes desafíos para garantizar la calidad de la soldadura, y también ha traído mayores requisitos para la estabilidad y confiabilidad de los equipos de soldadura sin plomo.Debido a la diferencia de temperatura lateral en el equipo en sí y a la diferencia en la capacidad térmica de los componentes electrónicos originales durante el proceso de calentamiento, el rango de la ventana del proceso de temperatura de soldadura que se puede ajustar en el control del proceso de soldadura por reflujo sin plomo se vuelve muy pequeño. .Ésta es la verdadera dificultad de la soldadura por reflujo sin plomo.La comparación de la ventana del proceso de soldadura por reflujo sin plomo y sin plomo se muestra en la Figura 1.
En resumen, el horno de reflujo juega un papel vital en la calidad del producto final desde la perspectiva de todo el proceso sin plomo.Sin embargo, desde la perspectiva de la inversión en toda la línea de producción SMT, la inversión en hornos de soldadura sin plomo a menudo solo representa entre el 10 y el 25% de la inversión en toda la línea SMT.Esta es la razón por la que muchos fabricantes de productos electrónicos reemplazaron inmediatamente sus hornos de reflujo originales por hornos de reflujo de mayor calidad después de cambiar a una producción sin plomo.
Hora de publicación: 10-ago-2020